















Lasersvetsmaskin för galvaniserade rör
Lasersvetsmaskin för galvaniserade rör
Produktbeskrivning
Lasersvetsning har blivit allt mer populärt inom industrier som fordon, flyg och varvsindustrin. Detta beror på dess förmåga att producera högkvalitativa och exakta svetsar på ett snabbt och effektivt sätt. På senare år har lasersvetsning även använts vid svetsning av galvaniserade rör. Lasersvetsmaskinen är idealisk för svetsning med precision och hastighet, vilket minskar risken för fel. Dessutom minskar det avsevärt tiden och kostnaderna för svetsprocessen.
Fördelar
1.Snabb svetshastighet, 2~10 gånger snabbare än traditionell YAG-svetsning.
2. Enkel drift behöver ingen utbildning.
3.svetssöm vacker smidig och vacker, behöver inte polera, spara din tid.
4.Ingen deformation eller svetsärr, fast svetsning av arbetsstycket.
5. Lasersvetsning har mindre förbrukningsmaterial och lång livslängd.
6. Säkrare, mer miljövänlig.
Maskinbilder


Parametrar:
|
INGA. |
Namn |
Handhållen fiberlasersvetsmaskin |
|
1 |
Maskinmodell |
DS-LW1000,DS-LW1500,DS-LW2000,DS-LW3000 |
|
2 |
laserkraft |
1000W,1500W,2000W,3000W |
|
3 |
laservåglängd |
1070 NM |
|
4 |
Fiberlängd |
standard10M / Max 15M |
|
5 |
driftläge |
fortsättning/modulera |
|
6 |
Svetshastighetsområde |
{{0}~120 mm/s |
|
7 |
Kylning kylare |
Industriell vattenkylare |
|
8 |
Arbetsmiljötemperaturintervall |
15~35 grader |
|
9 |
Fuktighetsområde för arbetsmiljö |
< 70% No condensation |
|
10 |
Rekommendationer för svetstjocklek |
0.5-5mm |
|
11 |
Krav på svetsgap |
Mindre än eller lika med 0,5 mm |
|
12 |
Strömförsörjning |
220V±10%/50HZ/30A 380V±10%/50HZ/30A |
Konfigurationer
|
Namn |
Bilder |
Enhet |
Kvantitet |
Anmärkningar |
|
Svetsningpistol
|
|
uppsättning |
1 |
SUPERA |
|
Laser källa |
|
uppsättning |
1 |
BWT/MAX |
|
Vattenkylare |
|
uppsättning |
1 |
Industriklass |
|
Skyddslins |
|
uppsättning |
1 |
|
|
Koppar mun |
|
nr |
6 |
Y-typ och trådmatande kopparmun |
|
Verktygslåda |
|
uppsättning |
1 |
Ingår |
|
goggla |
|
uppsättning |
1 |
Antistrålningsglasögon |
|
Trådmatare |
|
uppsättning |
1 |
Standard |
|
Insexnyckel |
|
uppsättning |
1 |
Ingår |










Lasersvetsmaskin För galvaniserade rör som bland de varmförzinkade varianterna har en legerad galvaniserad plåt utvecklats genom efterplätering av termisk diffusionsbehandling, vilket mer än fördubblar korrosionsbeständigheten jämfört med vanlig varmförzinkad plåt.
Denna legeringsbehandling tillåter eliminering av zinkblomning på ytan av beläggningen; det minskar också avdunstningen av zink under punktsvetsning och minskar graden av zinkånga förorening av kopparelektroden på punktsvetsmaskinen, vilket förbättrar elektrodens livslängd.
det är våra tjänster

Lasersvetsmaskin för galvaniserade rör
Försiktighetsåtgärder vid svetsning av galvaniserade rör:
Först ska det galvaniserade lagret vid svetsen poleras bort och det galvaniserade lagret rengöras med ett handhjul eller sandpapper, eller det galvaniserade lagret ska rengöras med en gassvetslåga. Annars kommer bubblor, trakom, falska svetsar etc. att produceras. Rördiameter större än 100 mm galvaniserat stålrör bör vara flänsade eller speciella rörkopplingar av hylsa.
Vilka faktorer ska man vara uppmärksam på Maskin?
1) Det kommer att minska svetsströmmens densitet och påverka smältningen av basmaterialet för att bilda en kärna. Detta beror främst på den lägre resistiviteten och den låga smältpunkten för zink. Galvaniserad stålplåt kräver en högre svetsström jämfört med vanlig stålplåt och visar en tendens att minska svetsströmintervallet och öka svetsmellanvärdet ju tjockare beläggningen är.
2) För att säkerställa svetskvaliteten på svetsfogen mellan galvaniserat stålrör och fläns bör svetsfogen vara galvaniserad. Använd en handslipskiva eller sandpapper för att rengöra det galvaniserade lagret, eller använd en gassvetslåga för att ta bort det galvaniserade lagret.
3) Lätt att producera punktsvetsstänk. Vi vet att punktsvetsstänk orsakas av att plastringen brister eller är ofullständig, vilket resulterar i att dess bindningseffekt på den flytande metallen går förlorad. Med tanke på den dåliga punktsvetsprestandan hos galvaniserat stål är det lätt att producera punktsvetsstänk. Och punktsvetsstänk har inverkan på svetskvalitet, produktionsmiljö etc.


Varför ska vi använda lasersvetsmaskin för galvaniserade rör
1. Kan svetsa eldfasta material som metaller med hög smältpunkt, och kan till och med användas för svetsning av icke-metalliska material som keramik, organiskt glas etc. Svetsning av formade material är effektiv och har stor flexibilitet, vilket möjliggör icke-kontakt långdistanssvetsning av delar som är svåråtkomliga för svetsning.
2 .Lasersvetsning är beröringsfri svetsning, driftprocessen kräver inte tryck, svetshastighet, hög effektivitet, djup, restspänning och deformation är liten, kan vara vid rumstemperatur eller speciella förhållanden (som stängt utrymme) för svetsning, svetsutrustning enheten är enkel, producerar inte röntgenstrålar.
3. Laserstrålen är lätt att realisera strålen enligt tids- och rumsfördelning av ljus, kan byta enheten för att överföra laserstrålen för att lyfta flera arbetsstationer, därför kan utföra multi-beam simultan bearbetning och multi-station bearbetning, ger förutsättningar för mer exakt svetsning.
4. Laserstrålen kan fokuseras för att erhålla en mycket liten punkt, och eftersom den inte påverkas av magnetfält och kan placeras exakt, kan den användas för mikrosvetsning och är lämplig för massautomatiserad produktion av mikro- och små arbetsstycken i gruppsvetsning.
5. Tekniska krav så länge som de grundläggande datorkunskaper kan vanliga anställda, till skillnad från den traditionella svetsmaskinen kräver hög drifterfarenhet, god teknisk mästare. Återigen sparar detta en relativ del av pengarna för företaget.
6. Lasersvetsning är en beröringsfri process, ingen verktygsförlust och verktygsbytesproblem, samtidigt behöver den inte använda elektroder, så det finns ingen elektrodförorening eller skador, och lätt att automatisera höghastighetssvetsning. Det kan också vara digitalt eller datorstyrt.

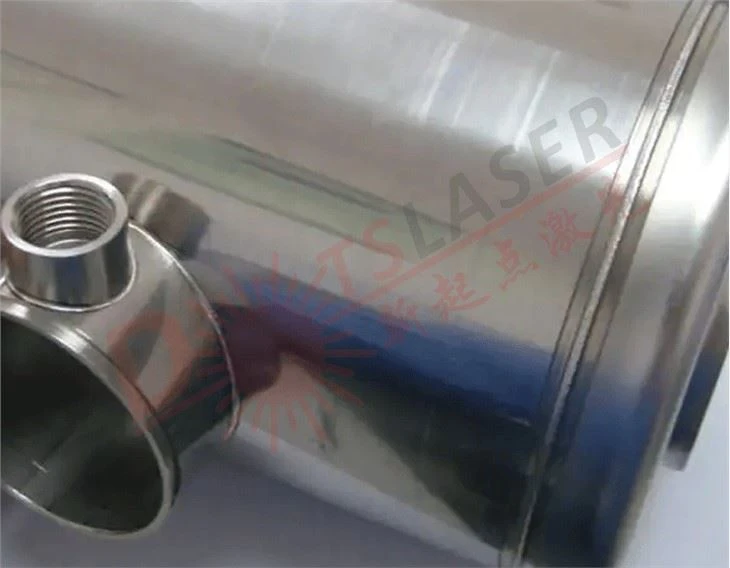
Prover



Frakt och paket


Dagligt underhåll
● Efter avslutad gravering, se till att arbetsgolvet är rent. Tänk sedan på att rengöra maskinytan, det optiska systemets hölje, monitorns yta, arbetsbordet och så vidare.
● Stäng av varje del och huvudströmförsörjning när du rengör maskinen, undvik att vattnet skadar de yttre och inre inställningarna.
● Kontrollera linsen regelbundet, undvik att damm täcker den. När du börjar rengöra, använd bomullsullen med mer än 95 % alkohol av medicinsk kvalitet för att torka medurs från mitten av linsen. När du behöver flytta maskinen för att undvika stötar. Kontrollera anslutningskabeln enligt kabellistan.
Previous
Lasersvetsning för kopparYou Might Also Like






Send Inquiry